


Custom Printed Finished Single Vision (FSV) Envelope (Non-Expandable)
Description:
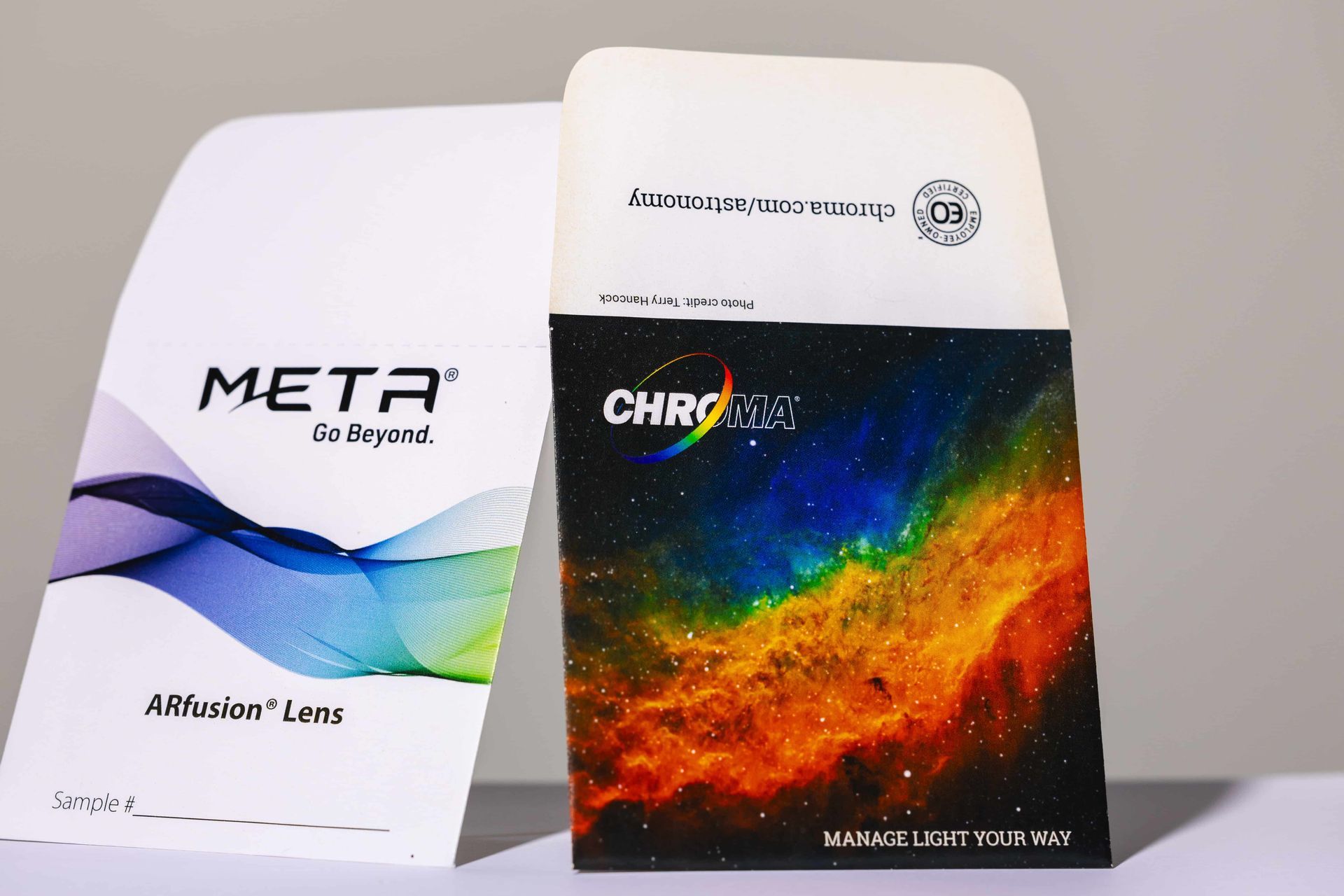
Our custom-printed ophthalmic lens envelopes protect lenses and reinforce your brand and your messaging.These non-expandable envelopes, made from 80# premium-grade white matte paper, are available in two sizes: 82 mm by 92 mm and 90 mm by 90mm, and are lined with non-woven fabrics. They are even manufactured with accuracy for compatibility with automated robotic packaging systems!

Shipping and Turnaround Times: If the item is in stock, then it ships the same day or the next day. If it is a standard custom order item, then you can expect it to be shipped about 10 days after proof approval. If it is a special custom order, then shipping will take 3-4 weeks.

Materials Used: 80# premium-grade white matte paper
Sizing and Dimensions
Product Sizing Specifications
Closed
Open
Unfolded
Frequently Asked Questions
Commonly Asked Questions & Helpful Responses
What Happens After I Send My Message?
Request A Quote
For more information or to schedule a service, call us at (860) 963-1231 or complete the form.
Contact Us
Our Contact Information
Request a Quote From Creative Envelope!
Business Hours
- Mon - Fri
- -
- Sat - Sun
- Closed

Our Products
Main Navigation
Business Hours
- Mon - Fri
- -
- Sat - Sun
- Closed
Accepted Payments


